
- Modelo nº: VK-SCC
- Altura aplicável da garrafa: 60-380 mm
- Diâmetro do gargalo da garrafa aplicável: 16-50 mm
- Tensão do motor: 220v (personalizar)
- Potência do motor: 0,37 kW
- Capacidade de produção: 1200-1500 garrafas/hora
- Tamanho da máquina: 600*210*900mm
- Embalagem: caixa de madeira
- Peso da máquina: 140 kg
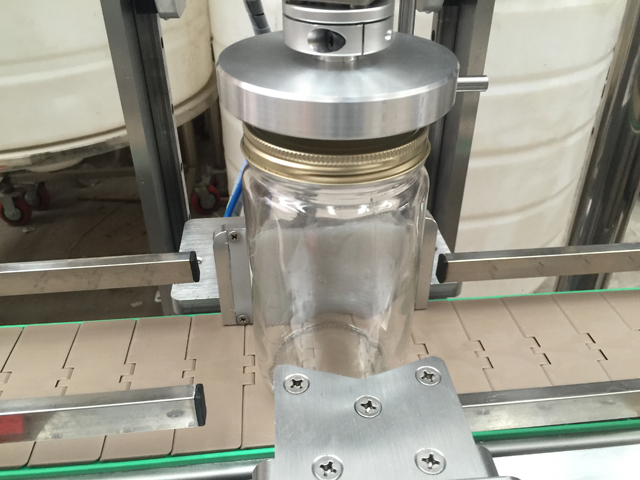
Visão geral da máquina de tampar de cabeça única do equipamento
Adota material de aço inoxidável, a máquina é resistente à corrosão e fácil de limpar. Com design de estrutura compacta, ocupa pouco espaço no chão. Considerando que, com alta eficiência e confiabilidade, é uma máquina com alta automação que requer apenas um pessoal operacional. É um equipamento automático de enchimento e fechamento que combina mecanismo, eletricidade e pneumática em um.
Parâmetros técnicos
- Modelo nº: VK-SCC
- Altura aplicável da garrafa: 60-380 mm
- Diâmetro do gargalo da garrafa aplicável: 16-50 mm
- Tensão do motor: 220v (personalizar)
- Potência do motor: 0,37 kW
- Capacidade de produção: 1200-1500 garrafas/hora
- Tamanho da máquina: 600*210*900mm
- Embalagem: caixa de madeira
- Peso da máquina: 140 kg
(Nota: A máquina é alimentada manualmente pelo trabalhador para tampar os potes; é opcional escolher o sistema de alimentação automática de tampas, cujas imagens são mostradas abaixo)

Instalação de Equipamentos
A máquina não requer parafusos de ancoragem pré-enterrados. Após desembalar, coloque a máquina inteira em um piso sólido e plano e então ajuste a altura do parafuso da perna da máquina.
Use o medidor de nível para corrigir qualquer inclinação para garantir que cada perna tenha carga uniforme. Uma vez que os ajustes estejam concluídos, conecte e fixe bem a mangueira de entrada de água, a mangueira de descarga de resíduos, a fonte de alimentação e a fonte de ar.

Uso e operação (funções do painel)

1. Ligue o interruptor principal de alimentação e o interruptor à direita do gabinete do equipamento e, em seguida, a interface homem-computador exibirá a tela de inicialização conforme abaixo:
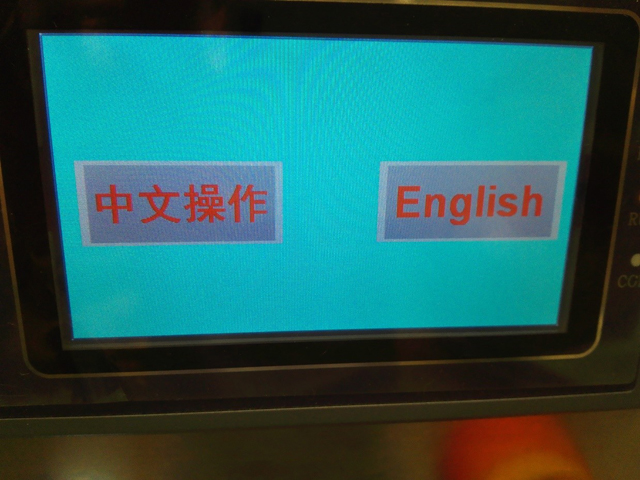
2. Clique em um dos ícones e a tela será alterada para abaixo:
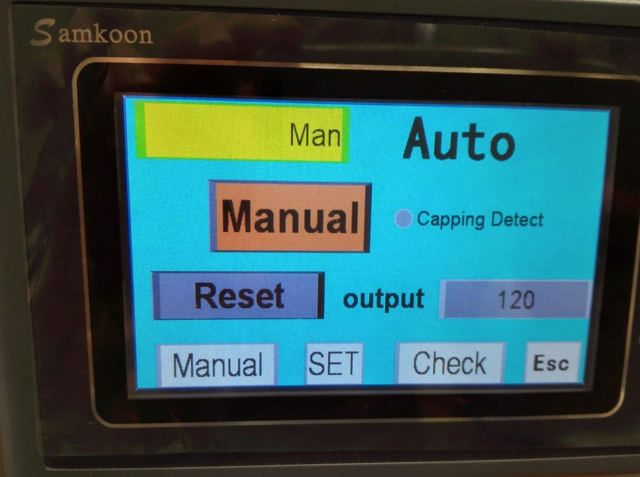
3.0 Clique em SET para entrar na tela abaixo:

3.1 Atraso de Capping significa que quando há uma garrafa detectada, o atraso começa até o próximo movimento. Ele adiciona conveniência ao ajuste de garrafas de tamanhos diferentes.
3.2 A velocidade de fechamento é a velocidade de rotação do motor de fechamento. A configuração de fechamento exibe o valor do pulso que mostra o tempo de fechamento e a posição de fechamento. O fluxo de trabalho do fechamento vai de corte de garrafa — fechamento — retomada da posição de fechamento — corte de garrafa desligado. Quando o atraso de fechamento está em 0, significa que nenhum atraso foi definido.
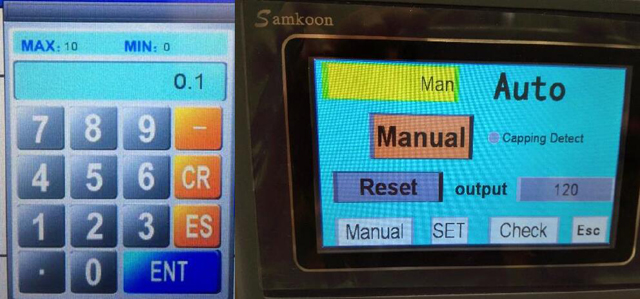
4.0 Clique na caixa de dígitos correspondente à direita dos parâmetros e as telas de ajuste de parâmetros abaixo aparecerão, onde CR é para limpar, ES para existente e Enter para confirmar. Ao clicar em Manual, o modo será alterado para o modo automático e a máquina funcionará automaticamente.
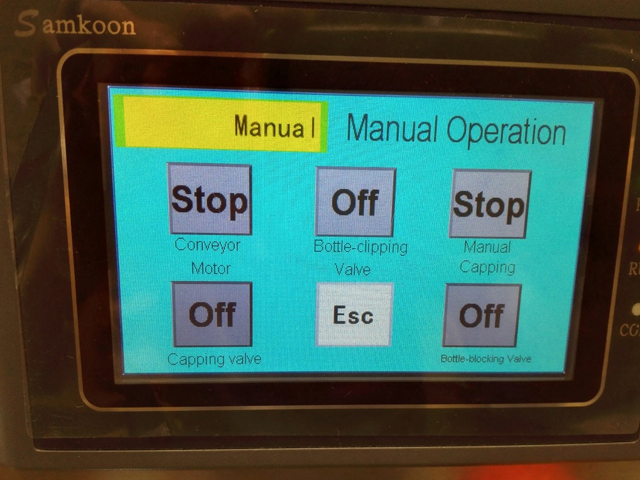
5.0 Volte para a tela do menu e clique em Manual na parte inferior da tela para entrar na tela abaixo. Se forem necessárias operações manuais separadas, clique nos interruptores correspondentes para continuar.
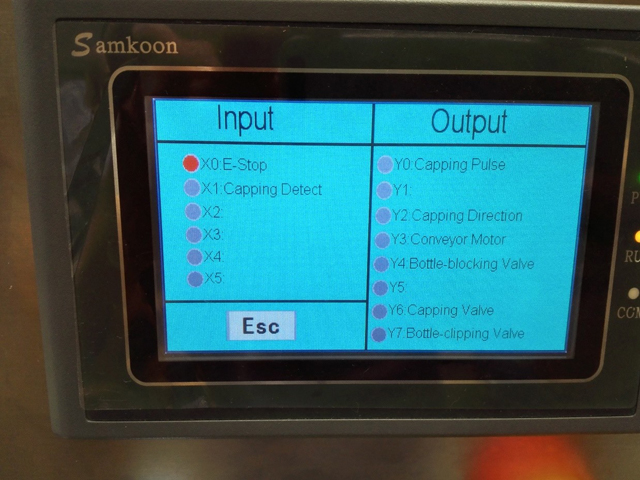
6.0 Volte para a tela do menu e clique em Check para entrar na tela abaixo. Quando o indicador está aceso, ele mostra que a entrada correspondente no PLC tem entrada de sinal. Veja a tela abaixo:
Fluxo de trabalho
| Antes do início da máquina | A tela sensível ao toque exibe a tela de inicialização | |
| Selecione o idioma | A tela muda para a tela do menu | |
| Clique em Manual na parte inferior da tela | A tela muda para o modo de operação manual | Durante a execução manual, clique no número correspondente no teclado durante o comissionamento |
| Clique em Automático | A tela muda para o modo automático | Clique em iniciar automaticamente, todos os procedimentos serão iniciados |
| Clique em parada de emergência | Em parada de emergência | Pressione o botão de parada de emergência se ocorrer alguma anormalidade durante a produção e pressione-o novamente quando as anormalidades forem resolvidas |
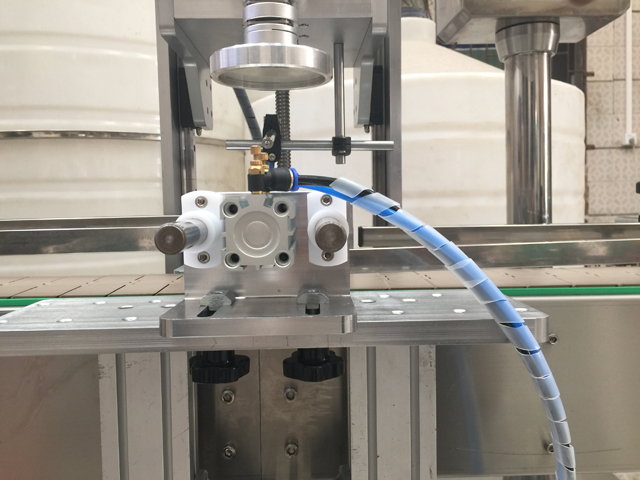
| Comissionamento de recorte de garrafas | Existem parafusos para fixar o cilindro de corte de garrafas nos dois lados do transportador. Quando a porca sextavada M8 e o botão de aperto em estrela são afrouxados, ele pode ser movido para frente e para trás para fixar a garrafa no aperto do dispositivo de corte de garrafas | O aperto do clipe da garrafa não deve ser muito apertado ou muito frouxo, mas deve ser apropriado |
| Comissionamento de limitação | Solte o botão de aperto em estrela e gire a haste da mão na parte traseira da máquina para | Durante o fechamento, o contato da cabeça de fechamento e da tampa da garrafa não deve ser muito alto ou muito baixo. |
Ilustrações da entrada e saída do PLC
X1 Capping Detect: Quando há uma garrafa sendo detectada, o indicador X1 estará ligado. Então o atraso começa, e o corte da garrafa e o fechamento começam após o atraso terminar.
X0 E-stop: Durante a situação normal, o indicador X0 estará desligado. Quando ele for pressionado, a máquina irá parar, e todos os movimentos retornarão ao original.
Pulso de Captura Y0: quando o indicador Y0 está aceso, ele mostra que há pulso em ação.
Direção de limitação Y2: quando o indicador Y2 está aceso, ele mostra que a direção de limitação está em ação.
Motor do transportador Y3: Quando o indicador Y3 está aceso, o transportador funciona.
Válvula de bloqueio de garrafa Y4: quando o indicador Y4 está aceso, ele mostra que o cilindro de bloqueio de garrafa está funcionando.
Válvula de fechamento Y6: quando o indicador Y6 está aceso, ele mostra que a válvula de fechamento está funcionando.
Válvula de corte de garrafas Y7. Quando o indicador Y7 está aceso, ele mostra que o cilindro de corte de garrafas está funcionando.
Falhas comuns e solução de problemas

| NÃO | Falhas | Possíveis causas | Soluções |
| 1 | Indicador de energia Indicador de energia apagado ou aceso, mas máquina sem movimentos | Sem fonte de alimentação ou problema de perda de fase | Verifique se há algum problema com a fonte de alimentação de entrada e com a fonte de alimentação no gabinete. |
| 2 | O cilindro não se move ou se move de forma anormal | Se há suprimento de ar | Abra o suprimento de ar |
| Não há tensão com a válvula solenóide | Verifique o status do circuito verificando primeiramente se há fornecimento de energia com a estação de trabalho correspondente no gabinete. Se houver, então verifique o circuito externo. | ||
| Válvula de aceleração com ajustes inadequados | Ajuste a posição do valor do acelerador para que, quando ele girar no sentido horário, o cilindro acelere; quando ele girar no sentido anti-horário, a velocidade do cilindro diminua. | ||
| Se os parâmetros de configuração de tempo são apropriados ou 0. | Redefinir as configurações de tempo | ||
| 3 | Tampa não apertada | O clipe de garrafa não está firme ou gira ou o tempo de fechamento é muito curto | Ajuste o dispositivo de corte de garrafas ou aumente o tempo de fechamento |
Tampando garrafas e amostras

Você pode gostar
 Equipamento automático de selagem de bordas superiores e inferiores de caixas de papelão tipo H
Equipamento automático de selagem de bordas superiores e inferiores de caixas de papelão tipo H- Máquina automática de selagem de latas de alumínio de fácil abertura
- Máquina de enchimento de molho alimentar de viscosidade pneumática portátil semiautomática
- Máquina automática rotativa de enchimento e fechamento de garrafas de pó médico farmacêutico
- Máquina de enchimento e tampagem de líquidos de óleo essencial servo de garrafas de vidro rotativas
- Máquina automática rotativa de enchimento e fechamento de leite em pó farmacêutico
- Máquina automática de selagem de fundo para montagem de caixas de papelão verticais
- Máquina de enchimento de seringa de gel médico de mesa semiautomática
- Máquina de classificação e desembaralhamento de garrafas plásticas redondas pequenas automáticas
- Máquina de lavagem, enchimento, tampagem e etiquetagem de garrafas de vidro linear para óleo









